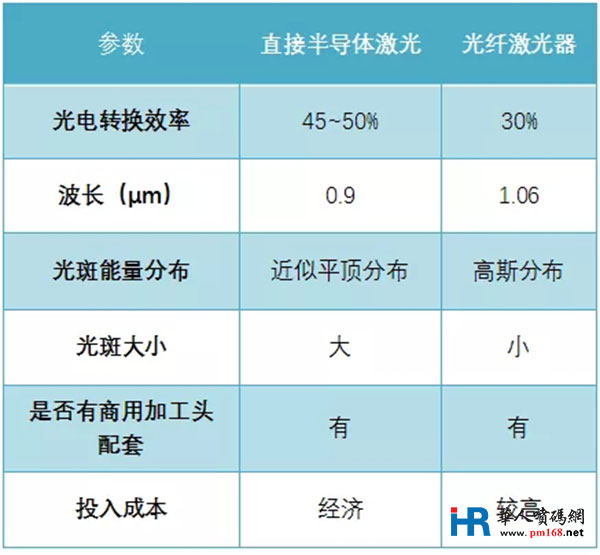
圖1 直接半導體(左)
與光纖激光器(右)光斑對比圖
焊縫表面形態和焊縫橫截面形貌
圖 2 ,采用半導體激光焊接低碳鋼和不銹鋼,典型的焊縫表面形態,半導體激光焊接低碳鋼時,表面較不銹鋼的焊縫形貌更寬,魚鱗紋更明顯。

圖2 (a)低碳鋼, (b)不銹鋼
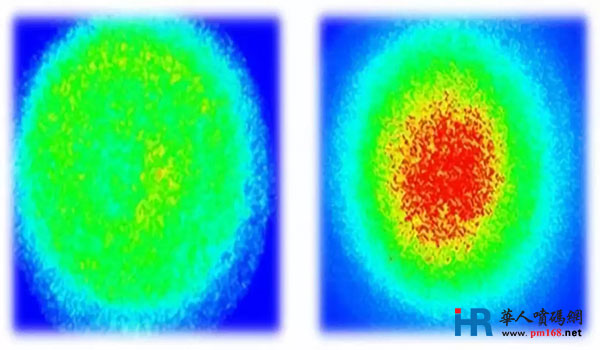
圖 3 ,半導體激光焊接低碳鋼和不銹鋼,典型的焊縫橫截面形貌形態??梢姲雽w激光焊接低碳鋼及不銹鋼的焊縫橫截面均不同于傳統的“釘子頭”形形貌,為典型的“U”形焊縫橫截面形貌。
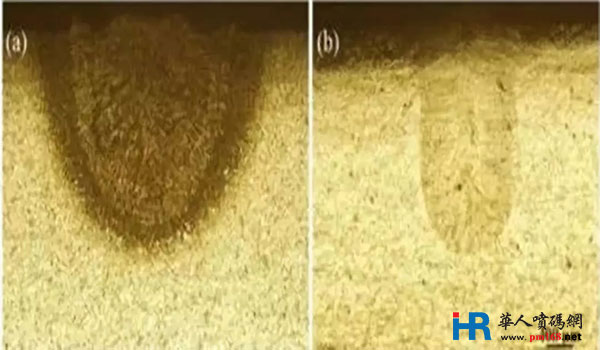
圖3 (a)低碳鋼, (b)不銹鋼
不同功率下焊縫橫截面形貌
隨著功率的增加,焊縫的深度在增加,同時,激光器功率增加也會造成熔寬的增加。
圖4
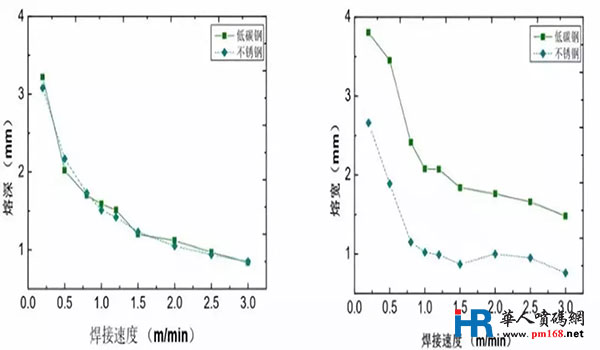
圖5
半導體激光焊接低碳鋼和不銹鋼焊縫熔深隨焊接速度的變化規律如圖 5(左)所示??梢娫摷す夂附觾煞N材料的熔深大體相當,均隨著焊接速度的提高而減小。
激光功率與熔深、熔寬之間的對應關系
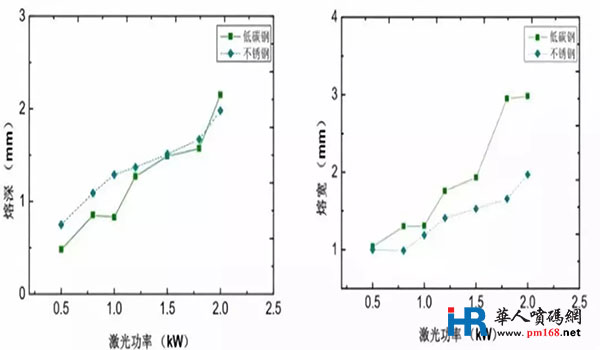
圖6
半導體激光焊接低碳鋼和不銹鋼焊縫熔深熔寬隨激光功率的變化規律如圖 6 所示??梢婋S著激光功率的增加,該激光焊接兩種材料的熔深也大體相當,均隨著激光功率的增加而增加。
該激光焊接兩種材料的熔寬總體趨勢大體相當,均隨著焊接速度的提高而減小。但相同速度下,焊接低碳鋼的熔寬明顯大于不銹鋼。這與固定激光功率,變化焊接速度的規律是一致的。由于焊縫上表面激光能量輸入大,冷卻速度相對較慢,焊縫橫截面呈典型的上寬下窄的形貌。其中低碳鋼的熱導率明顯大于不銹鋼,這可能是兩種材料熔寬差異較大的原因。
穿透焊焊縫橫截面
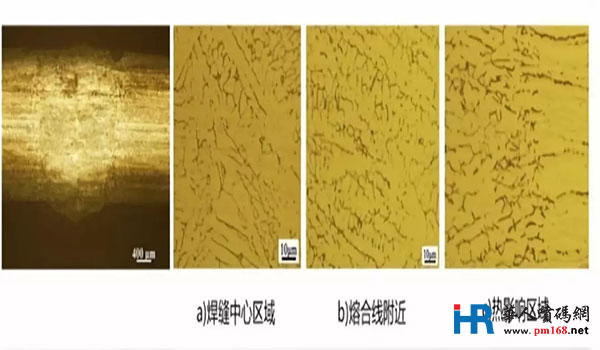
圖7
由于焊接熱影響,熱影響區晶粒發生回復和再結晶,形成晶粒尺寸略大的沿軋制方向的晶粒組織。造成焊縫不同區域組織的差異主要與凝固過程中的溫度梯度大小有關,在焊縫中心區域由于冷卻速度較快,熔池中心溫度梯度小,因此形成細小的等軸枝晶組織,而越靠近熔合線附近,溫度梯度越大,晶粒沿與熔合線方向垂直向焊縫中心生長,形成略微粗大的柱狀晶組織。
接頭顯微硬度分布
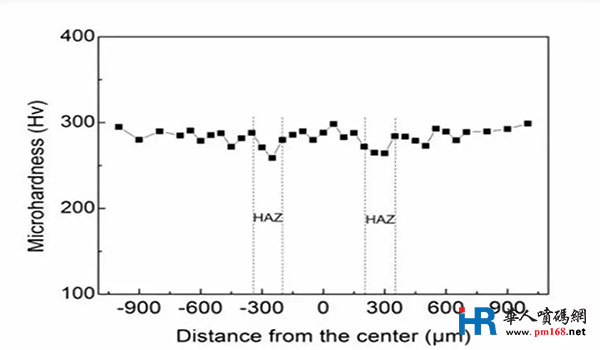
圖8
該圖為上述激光焊接橫截面中心區域的顯微硬度分布??梢钥闯觯汉缚p的顯微硬度并沒有顯著的差異,其接頭沒有出現明顯的軟化現象。
拉伸試驗
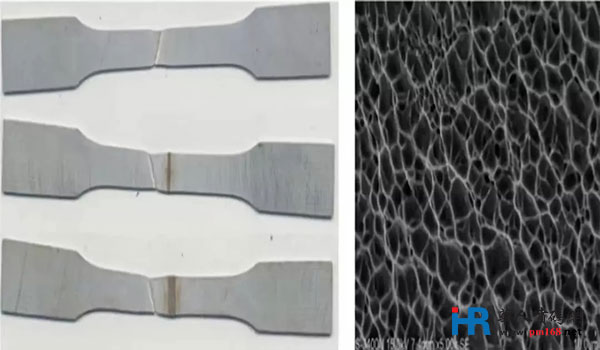
圖9 穿透焊縫拉伸形貌與樣品斷口形貌
圖 9可見拉伸樣品斷于母材,與焊接速度無關。在掃描電鏡下觀察拉伸樣品的斷口形貌,可發現斷口由許多細小的韌窩結構,為典型的韌性斷裂。
焊接速度和效果


圖10
由此可以得出:直接半導體激光器的焊接應用是一個相對比較新的應用,相對光纖激光器而言,直接半導體激光器具有光斑質量更均勻,焊接效果更好等優點。